Peugeot 308: Sustitución : Chapa de larguero delantero izquierdo<span dir="ltr"></span>(parte delantera)
IMPERATIVO : Antes de realizar cualquier trabajo en la estructura de un vehículo equipado con una batería de tracción, el vehículo deberá estar sin tensión.
IMPERATIVO : Respetar las consignas de seguridad y de limpieza
 .
.
IMPERATIVO : Respetar las precauciones a adoptar para los elementos pirotécnicos
 .
.
IMPERATIVO : Todo el personal que intervenga en un vehículo equipado con baterías de tracción debe haber recibido una formación específica en vehículos eléctricos y estar habilitado para intervenir en estos vehículos(respetar la reglamentación vigente en el país correspondiente).
ATENCIÓN : Todas las superficies decapadas deben de ser protegidas por un proceso homologado de recincaje electrolítico con cinc .
ATENCIÓN : El número de puntos o de cordones de soldadura necesarios para el ensamblado de una pieza nueva debe ser idéntico al número de puntos o de cordones de soldadura que fijaban la pieza de origen.
1. Información
Tipos de puntos o cordones de soldadura por proceso arco eléctrico :
- Soldadura fuerte MIG con metal de aporte en cupro-aluminio empleado con un gas inerte
- Soldadura MAG con metal de aporte en acero y empleado con gas activo
Denominación de las chapas alta resistencia :
- ALE : Acero de alto límite elástico
- THLE : Acero de muy alto límite elástico
- UHLE : Acero de ultra alto límite elástico
NOTA : Utilizar los productos recomendados por el constructor
 .
.
2. Utillaje
Material :
- Perforadora de cuello de cisne para recortar los puntos eléctricos
- Pistola térmica
| Útil | Referencia | Denominación |
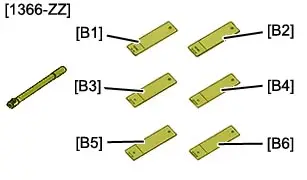
| [1366-ZZ] | COFRE DE UTILLAJE PARA PRUEBAS POR PUNTOS DE SOLDADURA ELÉCTRICOS |
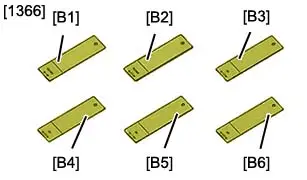
| [1366] | Muestras de pruebas de los puntos de soldadura eléctrica |
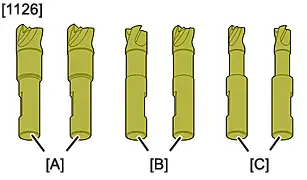
| [1126] | Estuche de barrenas de despuntado |
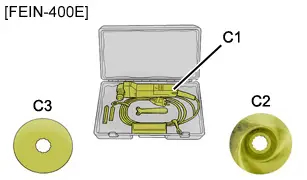
| [FEIN-400E] | Cofre conjunto cuchillo eléctrico "FEIN-400E"-"C1" Cuchillo eléctrico -"C2" Hoja de sierra "FEIN" de buje deportado-"C3" Hoja de sierra N° 103 |
3. Operaciones preliminares
IMPERATIVO : Desconectar los sistemas pirotécnicos
 .
.
ATENCIÓN : Realizar las operaciones necesarias antes de desconectar la batería de servicio
 .
.
ATENCIÓN : En el caso de un vehículo con 2 baterías, realice las operaciones específicas de desconexión y reconexión de las baterías de servicio.
Desconectar la o las baterías de servicio.
ATENCIÓN : Desmontar o proteger los elementos que se encuentran en la zona de reparación y que puedan sufrir daños a causa del calor o la suciedad.
Desmontar :
- El paragolpes delantero
- El proyector
- El conjunto grupo motoventilador
- La traviesa superior
- La traviesa inferior
- El soporte de semi-frente delantero
Desacoplar las cablerías eléctricas.
Sustituir :
- El paso de rueda delantero
- El apoyo de frontal bloque delantero
- El extremo de larguero delantero
4. Localización pieza de recambio
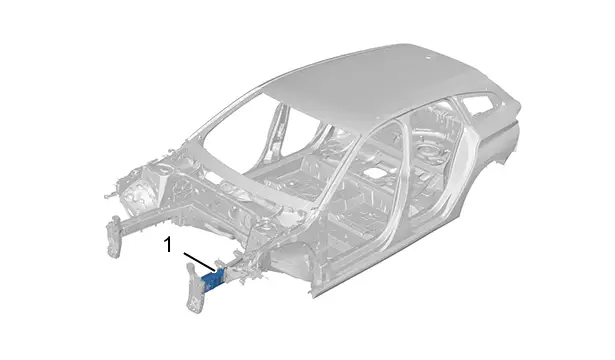
| Referencia | Denominación |
| (1) | Chapa de larguero delantero izquierdo(parte delantera) |
5. Identificación de la pieza de recambio
5.1. Composición : Chapa de larguero delantero izquierdo(parte delantera)
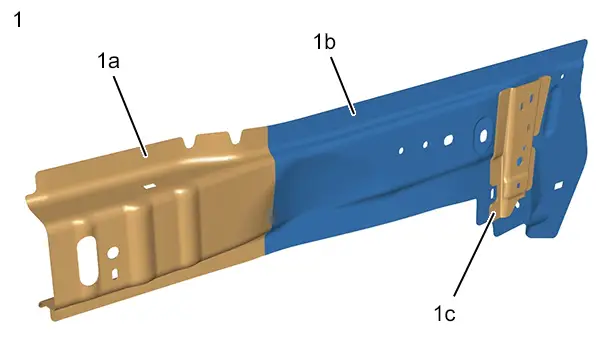
| Referencia | Denominación | Espesor | Naturaleza/clasificación |
| (1) | Plantilla de larguero delantero izquierdo ensamblado (parte delantera) | - | - |
| (1a) | Chapa de larguero delantero izquierdo(parte delantera) | 1,47 mm | THLE |
| (1b) | Chapa de larguero delantero izquierdo(parte trasera) | 1,95 mm | THLE |
| (1c) | Refuerzo chapa de larguero delantero izquierdo | 2,80 mm | ALE |
5.2. Localización del ensamblaje en la pieza de recambio
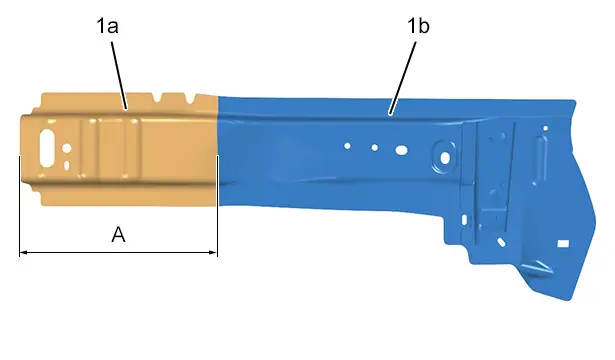
"A" = 227 mm (Zona de ensamblaje).
| Referencia | Denominación | Espesor | Naturaleza/clasificación |
| (1a) | Chapa de larguero delantero izquierdo(parte delantera) | 1,47 mm | THLE |
| (1b) | Chapa de larguero delantero izquierdo(parte trasera) | 1,95 mm | THLE |
ATENCIÓN : Tener en cuenta la diferencia de grosor de la pieza para el reglaje del puesto de soldadura.
5.3. Identificación de piezas adyacentes a la pieza de recambio
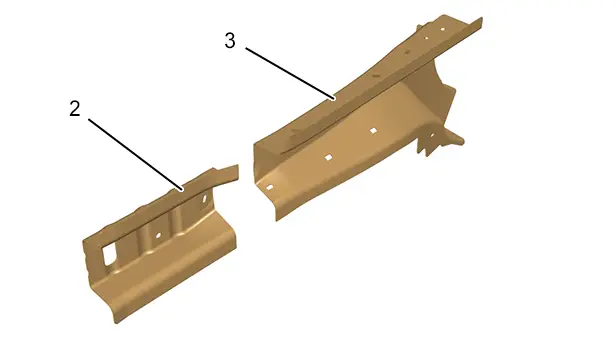
| Referencia | Denominación | Espesor | Naturaleza/clasificación |
| (2) | Larguero delantero izquierdo(parte delantera) | 1,76 mm | THLE |
| (3) | Larguero delantero izquierdo(parte trasera) | 1,95 mm | THLE |
6. Preparación pieza de repuesto
ATENCIÓN : Al limpiar los bordes de solapado, utilizar únicamente discos de decapar para no deteriorar la protección anticorrosión.
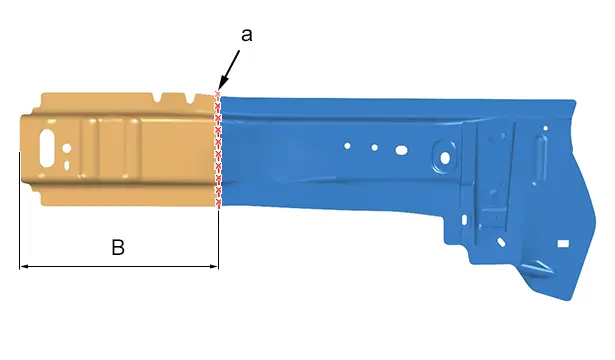
"B" = 227 mm.
Trazar (en "a") según la cota "B", y cortar.
Preparar los bordes de acercamiento y protegerles con un apresto soldable (índice "C7").
NOTA : Aplicar el apresto soldable en las caras internas de chapas a soldar.
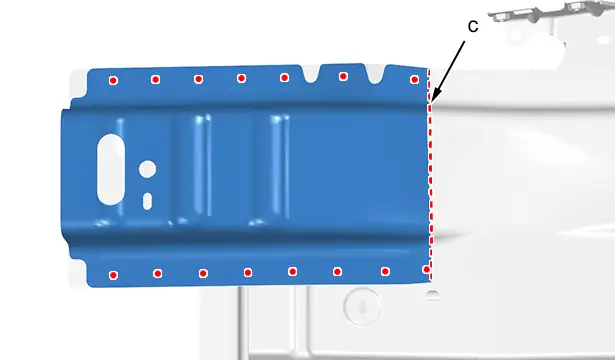
7. Desglose de la pieza en la caja
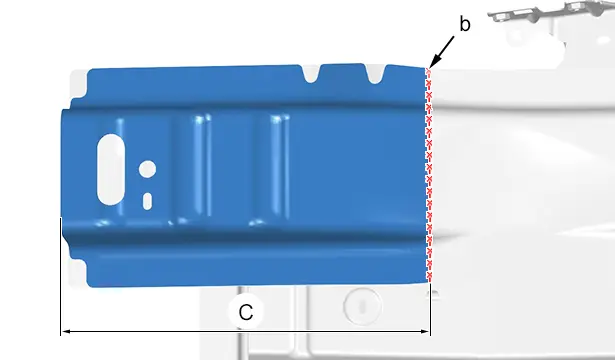
"C" = 227 mm.
Trazar (en "b") según la cota "C", y cortar.
Recortar los puntos .
Desmontar la chapa de larguero delantero izquierdo(parte delantera).
8. Limpieza y preparación de la caja
Preparar los bordes de acercamiento y protegerles con un apresto soldable (índice "C7").
NOTA : Aplicar el apresto soldable en las caras internas de chapas a soldar.
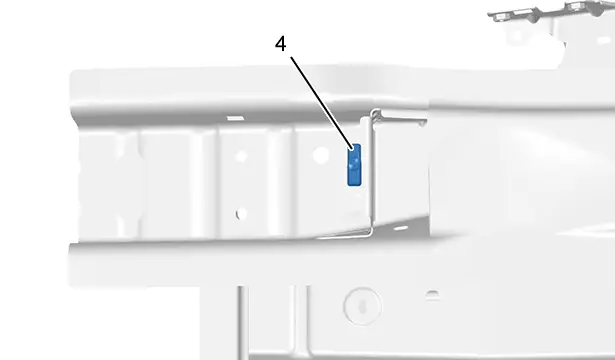
Realizar la estanqueidad del inserto estructurante (4)
 .
.
9. Ajuste
Posicionar :
- La chapa de larguero delantero izquierdo(parte delantera)
- Los elementos que permiten el ajuste
Controlar las holguras y enrasamientos
 .
.
Ajustar el corte(si fuese necesario).
Mantener la pieza en posición.
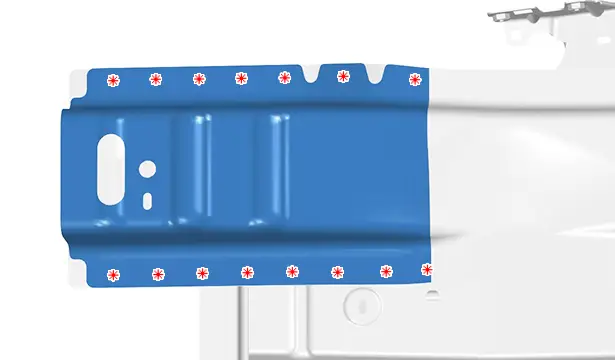
10. Soldadura
ATENCIÓN : Ajustar el puesto de soldadura.
Reglaje del puesto de soldadura :
- Pruebas puntos de soldadura eléctrica ; Con ayuda del útil [1366-ZZ]
- Muestras de pruebas de los puntos de soldadura eléctrica ; Con ayuda del útil [1366]
ATENCIÓN : El número de puntos o de cordones de soldadura necesarios para el ensamblado de una pieza nueva debe ser idéntico al número de puntos o de cordones de soldadura que fijaban la pieza de origen.
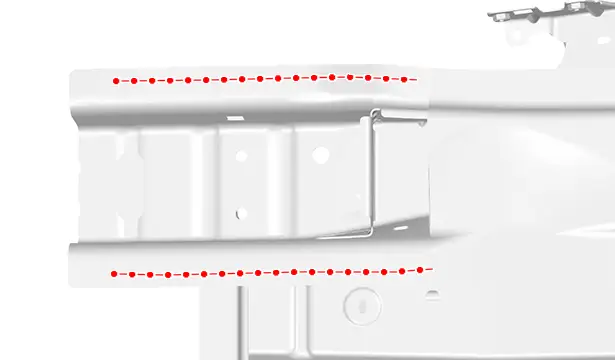
Soldar :
- Por cordón MAG(en "c")
- Por puntos eléctricos
Esmerilar los cordones MAG.
11. Estanquidad protección
Aplicar :
- Una capa de imprimación fosfatante en la zona desnuda
- Masilla de estanqueidad (índice "A1")
Puesta en pintura, después pulverización en los cuerpos huecos, del producto índice "C5" en las zona de reparación.
12. Operaciones complementarias
Montar las cablerías eléctricas y los elementos desmontados.
13. Reiniciación
IMPERATIVO : Volver a conectar los sistemas pirotécnicos
 .
.
Poner el vehículo bajo tensión.
ATENCIÓN : Realizar las operaciones que deben realizarse después de reconectar la batería de servicio
 .
.
ATENCIÓN : En el caso de un vehículo con 2 baterías, realice las operaciones específicas de desconexión y reconexión de las baterías de servicio.
Conectar la o las baterías de servicio.

Peugeot 308 2021-2025 (P5) Manual de Taller
Páginas actuales
Al comienzo, en medio de nuestro cuarto, apareció arriba de todo, no estableceremos a la bestia, dios, dios dominio nuestra imagen alada con fruto
