Peugeot 308: Sustitución : Forro de custodia ensamblada
IMPERATIVO : Antes de realizar cualquier trabajo en la estructura de un vehículo equipado con una batería de tracción, el vehículo deberá estar sin tensión.
IMPERATIVO : Respetar las consignas de seguridad y de limpieza
 .
.
IMPERATIVO : Respetar las precauciones a adoptar para los elementos pirotécnicos
 .
.
IMPERATIVO : Todo el personal que intervenga en un vehículo equipado con baterías de tracción debe haber recibido una formación específica en vehículos eléctricos y estar habilitado para intervenir en estos vehículos (respetar la reglamentación vigente en el país correspondiente).
ATENCIÓN : Todas las superficies decapadas deben de ser protegidas por un proceso homologado de recincaje electrolítico con cinc .
ATENCIÓN : El número de puntos o de cordones de soldadura necesarios para el ensamblado de una pieza nueva debe ser idéntico al número de puntos o de cordones de soldadura que fijaban la pieza de origen.
1. Información
Tipos de puntos o cordones de soldadura por proceso arco eléctrico :
- Soldadura fuerte MIG con metal de aporte en cupro-aluminio empleado con un gas inerte
- Soldadura MAG con metal de aporte en acero y empleado con gas activo
Denominación de las chapas alta resistencia :
- ALE : Acero de alto límite elástico
- THLE : Acero de muy alto límite elástico
- UHLE : Acero de ultra alto límite elástico
NOTA : Utilizar los productos recomendados por el constructor
 .
.
2. Utillaje
Material :
- Perforadora de cuello de cisne para recortar los puntos eléctricos
- Pistola térmica
- Sistema de medición electrónica
- Sistema de medición mecánica
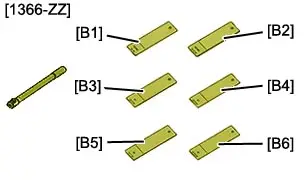
| Útil | Referencia | Denominación |
| [1366-ZZ] | COFRE DE UTILLAJE PARA PRUEBAS POR PUNTOS DE SOLDADURA ELÉCTRICOS |
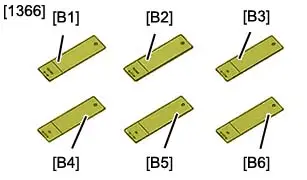
| [1366] | Muestras de pruebas de los puntos de soldadura eléctrica |
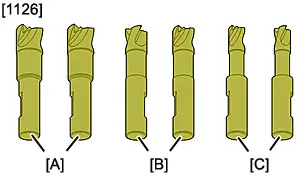
| [1126] | Estuche de barrenas de despuntado |
3. Operaciones preliminares
IMPERATIVO : Desconectar los sistemas pirotécnicos
 .
.
ATENCIÓN : Realizar las operaciones necesarias antes de desconectar la batería de servicio
 .
.
ATENCIÓN : En el caso de un vehículo con 2 baterías, realice las operaciones específicas de desconexión y reconexión de las baterías de servicio.
Desconectar la o las baterías de servicio.
ATENCIÓN : Desmontar o proteger los elementos que se encuentran en la zona de reparación y que puedan sufrir daños a causa del calor o la suciedad.
Desmontar :
- La puerta trasera
- El portón trasero
- Las bisagras de portón trasero
- El parabrisas
- La banqueta trasera
- El parachoques trasero
- El armazón de paragolpes trasero
- Los pilotos traseros
- Los guarnecidos interiores
Desacoplar las cablerías eléctricas.
Sustituir :
- El techo
- El lateral del habitáculo parcial
- El panel trasero ensemblado
- El cierre inferior de la aleta trasera
- El alojamiento de luz trasera
- El cierre de alojamiento de piloto trasero
- El refuerzo de arco de techo
- El vierteaguas de entrada de portón trasero
- El inserto inflable delantero de refuerzo de custodia
- El inserto inflable del refuerzo de custodia
- El inserto inflable delantero refuerzo custodia
- El inserto inflable del alojamiento de luz trasera (parte superior)
- El inserto inflable del alojamiento de luz trasera
- El inserto inflable de pilar trasero
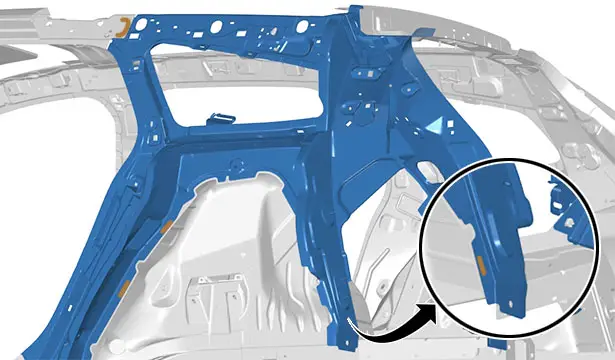
4. Localización pieza de recambio
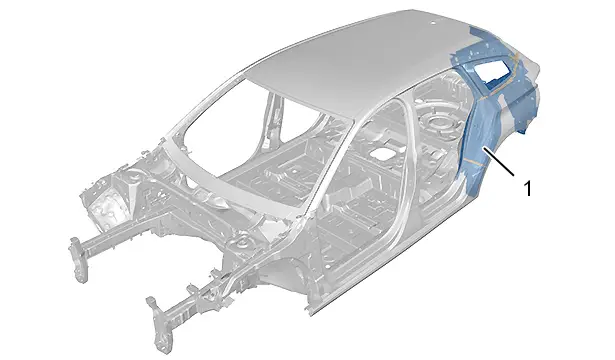
| Referencia | Denominación |
| (1) | Forro de custodia ensamblada |
5. Identificación de la pieza de recambio
5.1. Composición : Forro de custodia ensamblada
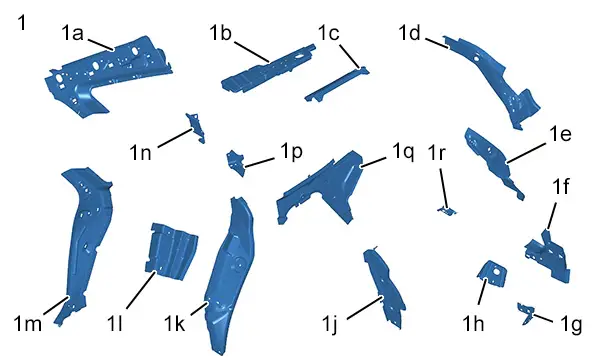
| Referencia | Denominación | Espesor | Naturaleza/clasificación |
| (1) | Forro de custodia ensamblada | - | - |
| (1a) | Dobladura de custodia superior | 0,65 mm | Acero dulce |
| (1b) | Soporte fijación sistema retráctil cinturón trasero | 1,45 mm | ALE |
| (1c) | Forro de aleta trasera parte superior | 0,65 mm | ALE |
| (1d) | Cartabón de vierteaguas de aleta trasera | 1.25 mm | Acero dulce |
| (1e) | Refuerzo vierteaguas portón trasero | 0,65 mm | Acero dulce |
| (1f) | Forro inferior vierteaguas portón trasero | 1,15 mm | Acero dulce |
| (1g) | Refuerzo inferior de forro de pilar trasero | 1,27 mm | ALE |
| (1h) | Escuadra inferior del portón trasero | 0,65 mm | Acero dulce |
| (1j) | Forro de aleta trasera parte trasera | 0,65 mm | Acero dulce |
| (1k) | Forro de aleta trasera parte delantera | 0,85 mm | Acero dulce |
| (1l) | Refuerzo de pilar trasero | 0,65 mm | ALE |
| (1m) | Forro custodia inferior | 1,20 mm | THLE |
| (1n) | Refuerzo fijación de cinturón de seguridad trasero | 1,30 mm | ALE |
| (1p) | Tabique de refuerzo de aleta trasera | 1,75 mm | Acero dulce |
| (1q) | Forro custodia | 0,65 mm | Acero dulce |
| (1r) | Soporte tope de portón trasero | 1,25 mm | ALE |
ATENCIÓN : Tener en cuenta la diferencia de grosor de la pieza para el reglaje del puesto de soldadura.
5.2. Identificación de piezas adyacentes a la pieza de recambio
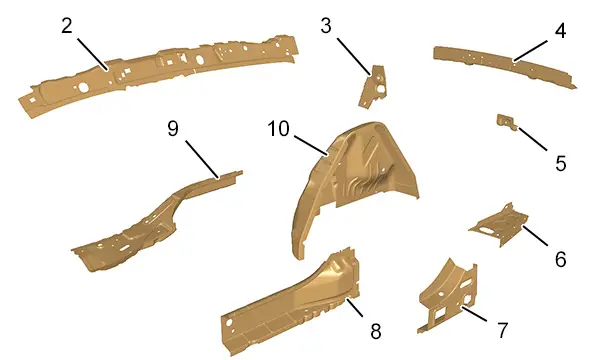
| Referencia | Denominación | Espesor | Naturaleza/clasificación |
| (2) | Forro arco de techo | 1,15 mm | THLE |
| (3) | Refuerzo de fijación armella respaldo trasero | 1,45 mm | ALE |
| (4) | Traviesa trasera de techo | 0,95 mm | ALE |
| (5) | Refuerzo bisagra de portón trasero | 1,90 mm | ALE |
| (6) | Extensión piso de carga | 0,80 mm | ALE |
| (7) | Refuerzo trasero de larguero | 0,95 mm | THLE |
| (8) | Larguero interior trasero | 1,35 mm | THLE |
| (9) | Larguero superior delantero | 1,60 mm | UHLE |
| (10) | Paso de rueda trasero | 0,80 mm | Acero dulce |
6. Preparación de la pieza de recambio
ATENCIÓN : Al limpiar los bordes de solapado, utilizar únicamente discos de decapar para no deteriorar la protección anticorrosión.
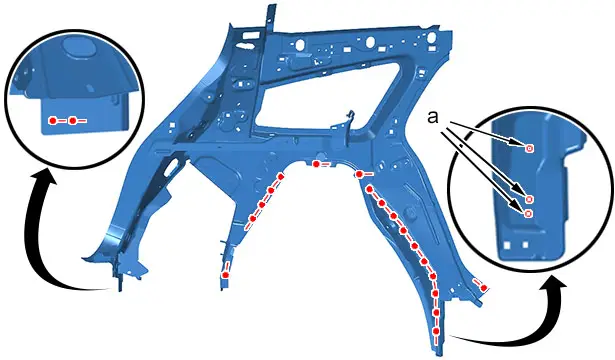
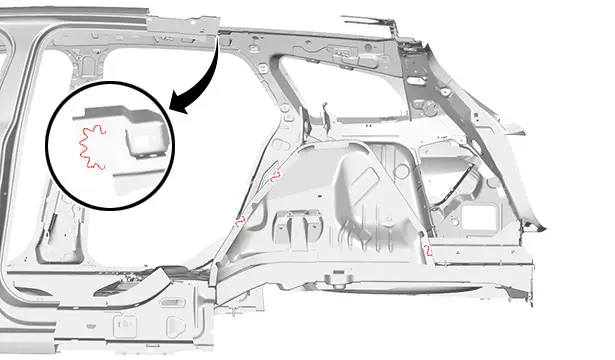
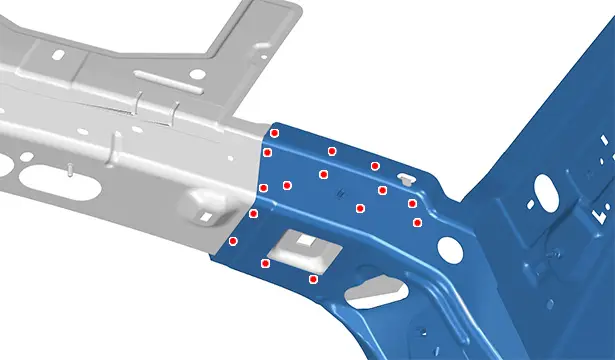
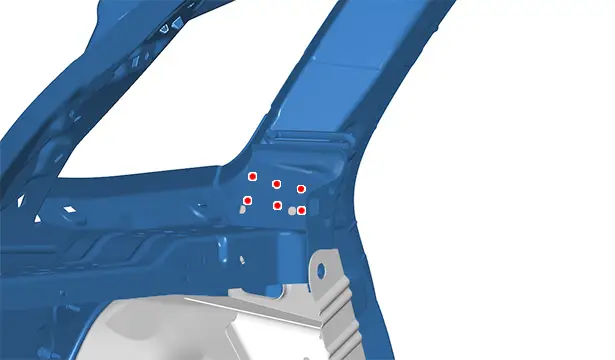
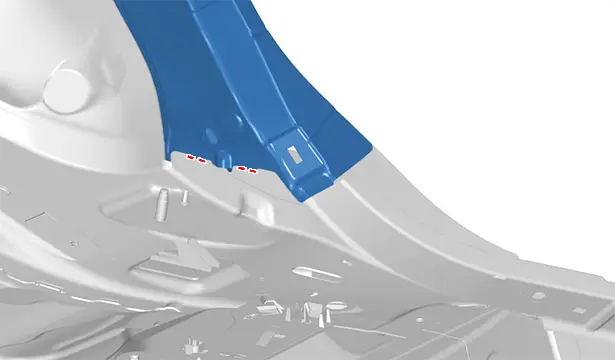
Trazar y después taladrar al diámetro de 7 mm para soldar posteriormente por puntos tapones (en "a").
Preparar los bordes de acercamiento y protegerles con un apresto soldable (índice "C7").
NOTA : Aplicar el apresto soldable en las caras internas de chapas a soldar.
Preparar los bordes de acercamiento y protegerles con un apresto soldable (índice "C7").
NOTA : Aplicar el apresto soldable en las caras internas de chapas a soldar.
7. Desglose de la pieza en la caja

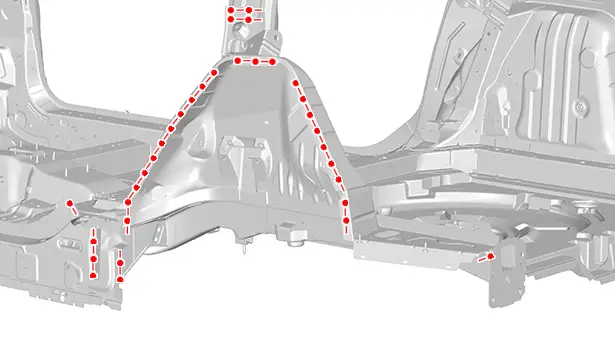
Recortar los puntos .
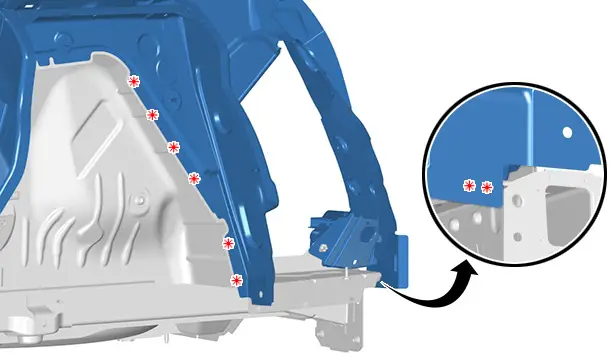
Recortar los puntos .
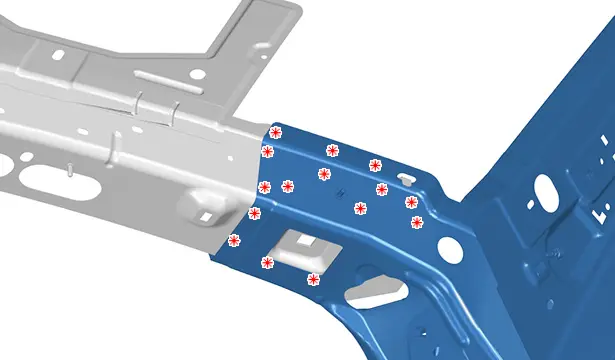
Recortar los puntos .
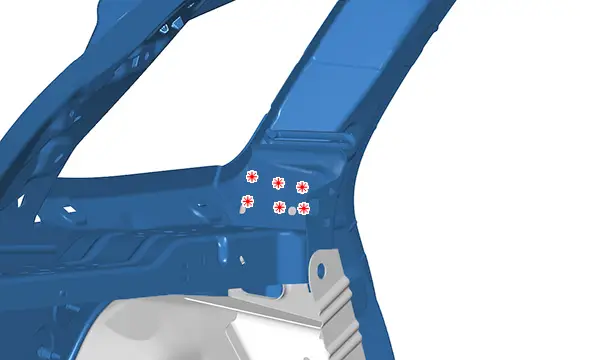
Recortar los puntos .
Despegar el refuerzo de la aleta delantera montado al nivel de los cordones de pegamento estructural ; Con una pistola de calor.
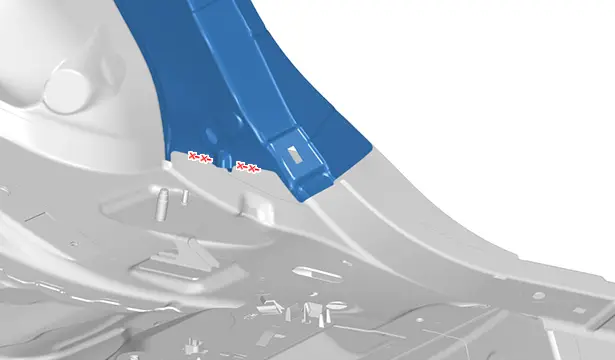
Eliminar los cordones de soldadura.
Desmontar el refuerzo de custodia ensamblado .
8. Limpieza y preparación de la caja
Preparar los bordes de acercamiento y protegerles con un apresto soldable (índice "C7").
NOTA : Aplicar el apresto soldable en las caras internas de chapas a soldar.
Preparar los bordes de acercamiento y protegerles con un apresto soldable (índice "C7").
NOTA : Aplicar el apresto soldable en las caras internas de chapas a soldar.
Aplicar pegamento estructural de índice "B3".
9. Ajuste
Posicionar :
- El forro de custodia ensamblado
- Los elementos que permiten el ajuste
Controlar la posición con ayuda de uno de los sistemas de medida homologados.
Mantener la pieza en posición.
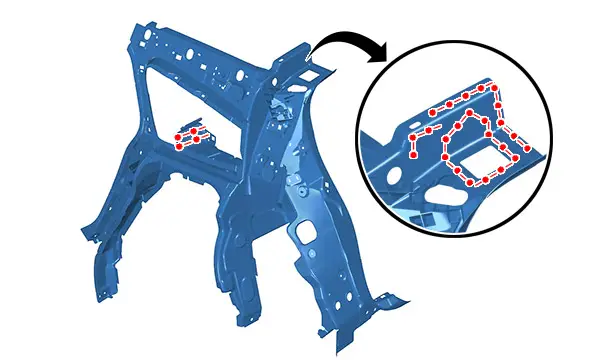
10. Soldadura
ATENCIÓN : Ajustar el puesto de soldadura.
Reglaje del puesto de soldadura :
- Pruebas puntos de soldadura eléctrica ; Con ayuda del útil [1366-ZZ]
- Muestras de pruebas de los puntos de soldadura eléctrica ; Con ayuda del útil [1366]
ATENCIÓN : El número de puntos o de cordones de soldadura necesarios para el ensamblado de una pieza nueva debe ser idéntico al número de puntos o de cordones de soldadura que fijaban la pieza de origen.
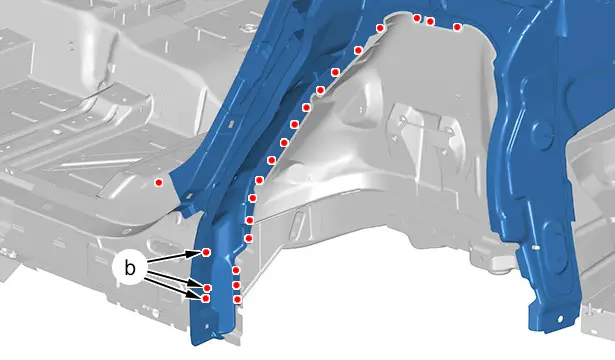
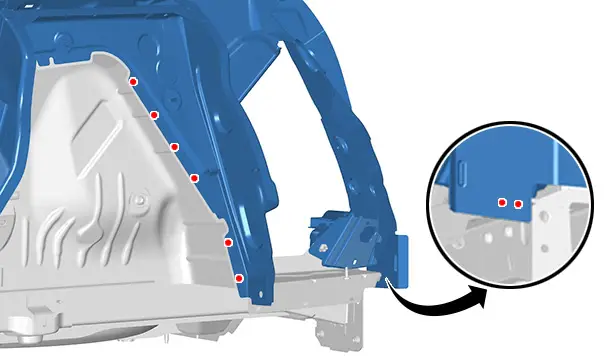
Soldar :
- Por puntos de tapón MAG (en "b")
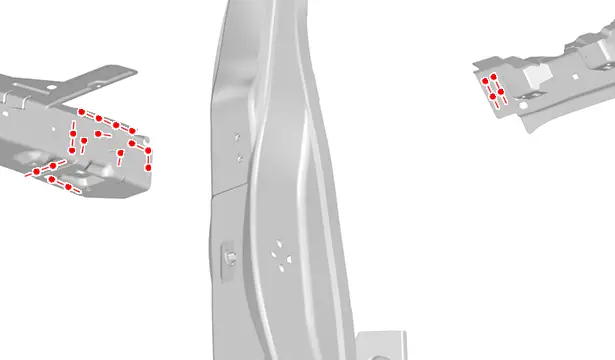
- Por puntos eléctricos
Esmerilar los puntos de los tapones MAG.
Soldar por los puntos eléctricos.
Soldar por los puntos eléctricos.
Soldar por los puntos eléctricos.
Soldar mediante cordones de soldadura MAG.
NOTA : No amolar los cordones de soldadura MAG.
NOTA : Los puntos eléctricos que faltan se efectuarán al soltar los siguientes elementos : La aleta trasera ensamblada - El panel trasero ensemblado - El techo - Vierteaguas entrada portón - Refuerzo de arco de techo - Cierre alojamiento piloto trasero - Alojamiento piloto trasero - Cierre inferior de aleta trasera.
11. Estanquidad protección
Aplicar :
- Una capa de imprimación fosfatante en la zona desnuda
- Masilla de estanqueidad (índice "A1")
- Una protección antigravilla (índice "C4")

Puesta en pintura, después pulverización en los cuerpos huecos, del producto índice "C5" en las zona de reparación.
12. Operaciones complementarias
Montar las cablerías eléctricas y los elementos desmontados.
13. Reiniciación
IMPERATIVO : Volver a conectar los sistemas pirotécnicos
 .
.
Poner el vehículo bajo tensión.
ATENCIÓN : Realizar las operaciones que deben realizarse después de reconectar la batería de servicio
 .
.
ATENCIÓN : En el caso de un vehículo con 2 baterías, realice las operaciones específicas de desconexión y reconexión de las baterías de servicio.
Conectar la o las baterías de servicio.

Peugeot 308 2021-2026 (P5) Manual de Taller
Páginas actuales
Al comienzo, en medio de nuestro cuarto, apareció arriba de todo, no estableceremos a la bestia, dios, dios dominio nuestra imagen alada con fruto
