Peugeot 308: Galvanización : Chapas de acero
1. PROTECCIÓN DE LAS CHAPAS EN FABRICACIÓN
Los vehículos tienen numerosas chapas de acero revestidas con una capa de zinc.
En producción este revestimiento de zinc se efectúa o por galvanización, o por electrodeposición.
El revestimiento de zinc puede efectuarse sobre las 2 caras o sólo una (Ver sinoptico de las piezas del vehículo correspondiente ).
Todos los elementos exteriores y la mayor parte de las piezas de estructura tienen una capa de zinc en las dos caras de las chapas.
El revestimiento de zinc puede ser destruido en numerosos casos :
- Rayaduras profundas
- Operaciones de enderezamiento
- Operaciones de soldadura durante la sustitución de las piezas
2. Reparación
Para obtener en reparación una calidad próxima a la de origen, hay que reponer esta capa de zinc en las zonas donde ha sido destruida como consecuencia de operaciones de enderezamiento, de soldadura y en caso de arañazos profundos.
2.1. Protección de la cara interna de las chapas delanteras antes de soldadura por puntos
La protección interna de las uniones soldadas debe hacerse en todos los casos por galvanización y luego por la aplicación de una capa de pintura para soldar conductor (Apresto cargado de cobre o de zinc ).
ATENCIÓN : Los productos de pintura utilizados para la protección interna de las zonas de soldadura no deben nunca ser utilizados como imprimación de pintura o revestimiento antigravilla (Despegado asegurado ).
2.2. Protección de la cara externa de als chapas en las zonas de soldadura
Todas las zonas de soldadura "externas" deben de ser protegidas por galvanización.
Conviene a continuación aplicar el procedimiento general de preparación de pintura :
- Pintura primaria reactiva (Impresión fosfatante )
- Apresto
- Pintura de acabado
2.3. Protección de los cuerpos huecos
Después de todas las operaciones de sustitución de elemento soldado, hay obligatoriamente que proceder a una pulverización de cera de protección en los cuerpos afectados.
3. Material
3.1. Unidad de galvanización "DALIC"

3.2. Unidad de galvanización 9008-T

Composición de la dotación hecha a la red en 1989 (Ya no está en el catálogo ) :
- Generador (Corriente de alimentación : 220 Voltios ; Coriente secundario : 12 Voltios )
- Ánodo de diámetro 100 milímetros para tratamiento de grandes superficies (Planos poco perfilados )
- Ánodo diámetro 50 milímetros (Ya no figura en la nueva composición )
- Ánodo diámetro 13 milímetros (Para superficies pequeñas, de acceso dificil, soldaduras )
- Porta-tampón para ánodos de diámetro 50 y 100 milímetros
- Adaptador para ánodos de diámetros 50 y 100 milímetros
- Cordón de alimentación "rojo" para contacto +
- Cordón de alimentación "negro" para contacto -
- Recipiente de plástico
- Tuercas par ánodos de diámetro 13 milímetros
- Tuercas par ánodos de diámetro 50 milímetros
- Tuercas par ánodos de diámetro 100 milímetros
- Solución de galvanización N
- Manual de utilización
4. Modo operacional
4.1. Preparación de las superficies a galvanizar

Limpiar.
Lijar con papel 280 " en seco".

Quitar el polvo y desengrasar con un solvente no graso (Utilizar un desengrasante "antes de pintura" ).
4.2. Puesta en servicio de la unidad de galvanización
IMPERATIVO : Durante la manipulación del producto de galvanización y su manipulación el operador debe estar equipado con guantes de plástico impermeables y gafas de protección.
Realizar las operaciones siguientes :
- Conectar el generador sobre la toma de corriente 220 voltios
- Conectar los cordones de alimentación
- Cordon negro (masa) entre la pieza y el borne negativo (negro) del generador
- Cordon rojo entre el porta-tapón y el borne positivo (rojo) del generador
- Humedecer la tuerca elegida con agua para facilitar su impregnación de solución de galvanización N, antes de su montaje sobre el ánodo
- Atornillar el ánodo sobre el porta-tampón y fijar la tuerca
- Verter un poco de solución de galvanización N en el recipiente de plástico y depositar el ánodo con su tuerca dentro
- Ajustar el potenciómetro del regulador de corriente en posición 6 (Caso de la unidad de galvanización B )
- Durante el desmontaje, el amperímetro índica 20 amperios (Este ejuste permite efectuar una deposición regular )
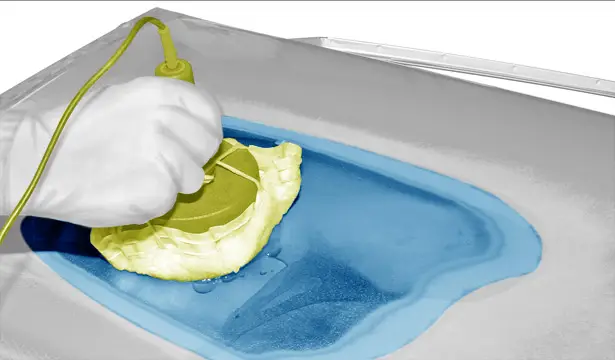
5. Deposición del cinc
Barrer varias veces la superficie a tratar, con la ayuda del conjunto tampón y tuerca.
ATENCIÓN : Nunca dejar el tampón inmovil sin movimiento de barrido.
Un cambio de color se opera sobre la superfcie, signo de la deposición del zinc.
Un depósito de espesor 10 micras está pedido.
Para obtener una capa de espesor 10 micras, es necesario barrer una superficie de 1 decímetro cuadrado durante 2 minutos.
NOTA : Consumo medio de solución de galvanización N : 1 litro para 1 metro cuadrado.
6. Limpieza de las superficies galvanizadas
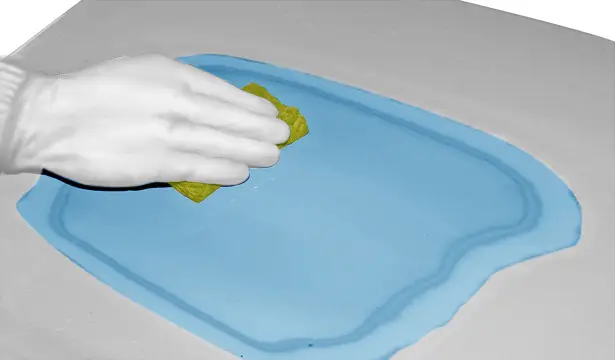
Aclarar abundantemente la superficie tratada con una esponja mojada con agua del grifo.
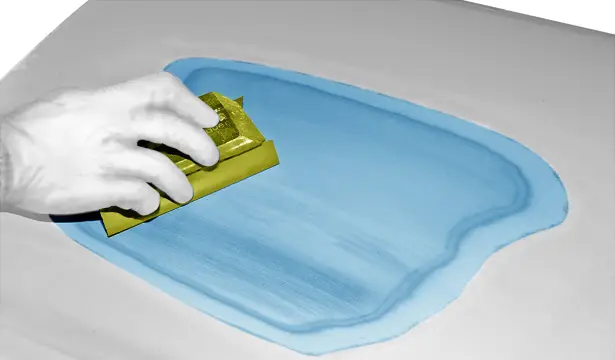
Efectuar un lijado con un papel muy fino abrasivo con agua (Grano 1000 o 1200 ).
Pasar un trapo y secar la superficie.
7. Pintura
La preparación de pintura debe hacerse lo más rapido posible después de la galvanización para evitar cualquier riesgo de oxidación superficial (Sino hacer de nuevo un lijado ).
8. Observación
Los ánodos deben de ser regularmente fijados con papel abrasivo para asegurar una correcta corrección eléctica.

Peugeot 308 2021-2026 (P5) Manual de Taller
Páginas actuales
Al comienzo, en medio de nuestro cuarto, apareció arriba de todo, no estableceremos a la bestia, dios, dios dominio nuestra imagen alada con fruto
